
基于箔式有感电容器在高温高压下的探讨
前言
本文引用地址:http://www.amcfsurvey.com/article/162719.htm1.电容器在节能灯中的工作温度:
因节能灯的灯管与电子镇流器为一体,当节能灯正常点燃时,灯管的温度在100℃以上,由于灯管紧贴密闭的电子镇流器塑壳,受热传递影响,一部分热量向空间散发,另一部分传导给电子镇流器,再加上塑壳内部元器件发热等综合因素,因此,塑壳内空间的温度可达105℃左右。也就是说电容器要在105℃左右的环境温度下工作。
2.电容器在节能灯中的额定电压:
电容器在电子节能灯的电路中,最高额定电压选择一般都在1000V以上,耐压要求比较高。如:电容器在振荡电路中,由于振荡频率比较高,产生的反峰电压(或着瞬时过电压)易使电容器击穿。 来源:http://tede.cn
电容器的击穿在很大程度上决定与它的宏观结构和工艺条件,以及由此而引起的不均匀电场和不均匀的介质,电容器的击穿往往就发生在这些弱点处。在此列举如下主要影响因数进行分析。
1.介质对电容器击穿的影响:
. 电容器在产品设计时,介质的击穿电压若接近工作电压,易使电容器在高温高压下产生早期失效。
.介质在均匀电场作用下,介质的微观本质和介质质量的不良,如介质表面粗糙、气孔、皱折、裂纹等都会降低介质承受电场强度能力,使介质击穿。
其机理为电容器介质中的自由电子,在强电场作用下,碰撞中性分子,使之电离产生正离子和新的自由电子。电离过程的急剧发展形成雪崩式的电子流,导致介质击穿。使之电容器在高温高压下的耐受力下降。
2.极板(铝箔)对电容器击穿的影响:
铝箔在分切时,由于滚刀不锐利,分切后铝箔盘料的端面将会出现锯齿状、毛刺等。这样的盘料在卷绕中易刺伤介质膜,降低耐电压,严重的毛刺还将导致电容器加压后击穿。
3.放电路径(留边量)对电容器边缘击穿的影响:
电容器在瞬时过电压作用下,电容器不仅可能通过介质内部发生击穿,当极板边缘电场显著不均匀或放电路径(留边量)较小时,还有可能沿极板边缘发生表面击穿。如下图所示,“△L”为放电路径, “△b”为留边量, “d”为介质厚度。
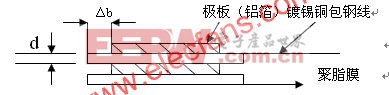
从上图可以看出,若铝箔跑偏或者因产品设计时放电路径(留边量)较小,易导致引线根部表面击穿。这是由于电容器引出线的引出方式所决定的。在正常情况下,引线根部两极间的放电路径ΔL =Δb +d,而无引线端,放电路径ΔL =2Δb +d。若d<<ΔL忽略不计,则引出线端放电路径比无引出线端放电路径减少1/2。加之铝箔在分切时盘料的宽度误差或卷绕过程中因铝箔出现“蛇形”跑偏。致使其中一铝箔极板与该位置另一铝箔上引线根部之间放电路径(留边量)减小,加压后特别是在高温高压下电容器易产生表面击穿。
4.引线点焊对电容器击穿的影响:
电容器在卷绕过程中,引出线是直接点焊在铝箔上,因此,点焊时两电极头的压力、点焊电流的大小、点焊平台的平整度等调试不当,将会造成引线与铝箔焊接处产生毛刺,刺伤介质膜,降低耐电压,严重的毛刺将导致电容器加压后击穿,
5.外包膜热封对电容器击穿的影响:
电容器芯组卷绕的外包膜是通过热封器的热量将外包膜封住,若热封器的热量控制不当,或热封器与芯组接触时间过长,易烫伤外包膜,影响电容器的耐电压,严重将导致电容器加压后击穿。
二.控制措施
(一)原材料(介质、铝箔)对电容器击穿影响的控制:
1.建立完善的原材料管理、检验制度,确保原材料的质量符合要求。
2.产品设计时,因根据电容器的工作电压高低,正确选择介质厚度,使其能在较大的场强下工作不致于击穿。
3.分切材料的设备建立完善的管理制度和操作要求,特别是滚刀要定期检查和更换,杜绝不良影患。

电子镇流器相关文章:电子镇流器工作原理








评论