
基于Profibus现场总线的交流伺服控制系统设计
1. PLC控制程序设计
本文引用地址:http://www.amcfsurvey.com/article/197838.htm系统中以西门子S7-315-2DP作为Profibus现场总线主站提供与力士乐位置控制器CLM直接而便利的高速循环通信服务,通讯速率高、控制适时性好、抗干扰能力强且编程简单。在PLC编程软件STEP7中导入位置控制器CLM设备数据库文件(IN2_04eb.gsd),完成硬件网络组态,为位置控制器分配网络地址,该地址必须与控制器参数中设置的相同,在组织块OB中选用SFC14“DPRD_ DAT”,SFC15“DPWR_ DAT”系统功能块向位置控制器接收/发送过程数据。
在位置控制器参数B007中设置与主站的总线通讯率,参数B008中设置从站网络地址,并选择参数过程数据对象(PPO)类型,这样系统的现场设备与PLC之间通过Profibus-DP总线可以完成数据的读写和控制数据的传输,如控制字、状态字、给定值和实际值等。除过程数据外,Profibus-DP也传输传动系统的参数设置和诊断信号。
PLC根据联动线的运行速度、操作指令及裁断装置的状态对皮带、刀架进行协调控制。胎面在两条运输带之间的贮存量使传感器产生相应模拟量输出信号,并与前段运输带的速度综合起来按照一定的算法决定裁断皮带的运行速度,从而通过PLC相应地改变速度使运输带协调平稳运行。用户根据产品生产需要相应设置胎面裁断长度等参数,通过总线完成PLC与位置控制器之间的数据传输。
2. 位置控制器CLM的伺服程序设计
力士乐位置控制器CLM是一种紧凑型、模块化二/四轴数控系统,直接驱动力士乐DKC伺服驱动器完成交流伺服电机的精确定位运行,本系统中二套力士乐DKC伺服驱动器分别完成传送带定长传送和裁断刀架横移的控制。位置控制器带有丰富的指令集,可在其操作面板或装有编程软件(MotionManger)的计算机上完成控制程序的编写。
裁断伺服控制程序框图如图3所示,程序主要由总线通讯、传送皮带控制和裁断刀架控制三部分组成。控制器与PLC之间控制和状态信息的传送由总线通讯程序完成,控制器接收PLC传送的控制信息如速度值、长度值和操作指令等,同时将运行状态信息传送给PLC进行分析、显示;传送带控制程序完成传送带伺服电机运行的速度和位置控制,进行胎面裁断的精确定长和平稳快速运行;裁断刀架控制程序完成裁断刀架横向移动切割和其辅助装置的控制,保证裁刀动作的正常执行,得到较好的切割端面。
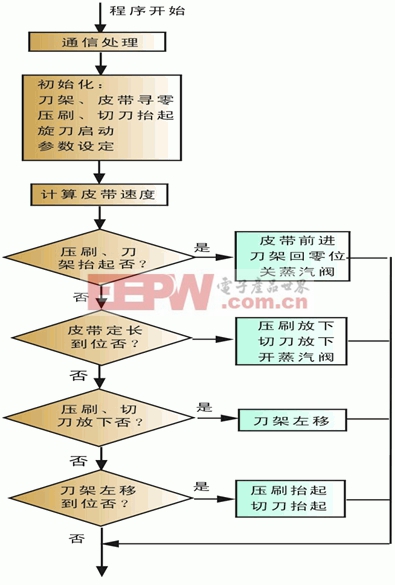
图3 伺服控制程序框图

伺服电机相关文章:伺服电机工作原理









评论