
FANUC 数控系统以太网功能的应用
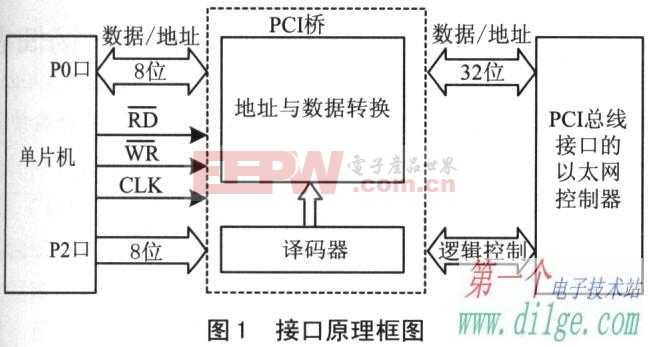
FANUC 0i - D 数控系统的以太网硬件设备主要有以下两种: 快速以太网板( Fast Ethernet Board) 和数据服务器板( Fast Data Server Board) ,对应功能叫做以太网功能( Ethernet Function) 和数据服务器功能( DateServer Function ) 。 现 在 FANUC 0i - D 系 列 中 的FANUC0i - MD /0i - TD 系统都标准装备有支持 100Mbps 的内嵌式以太网,FANUC0i - Mate MD 和 0i -Mate TD 只标准装备 PCMCIA 网卡,PCMCIA 网卡和内嵌式以太网的功能接近,只是 PCMCIA 网卡不支持FANUC 程序传输等软件。以太网功能主要包含 NC数据传送、远程控制、以太网 DNC 加工等,但是以太网板仅仅是一个硬件接口,联机通讯的时候还需要专用的 FANUC 软件,也就是说仅仅使用以太网硬件设备是无法完成诸如程序传输等工作的。但基于 FANUC公司提供的相关以太网软件,比如 FANUC 程序传输软件、远程诊断包( Machine Remote Diagnose Package) 、CNC 画面显示( CNC Screen Display Function) 等软件均只能在快速以太网板和数据服务器板功能下使用,而快速以太网板和数据服务器板功能是系统的选择功能,也就是说标准配置的 FANUC 0i - D 数控系统不能使用FANUC 公司提供的相关以太网软件。而绝大多数机床生产厂家基于成本、用途等原因不进行快速以太网板和数据服务器板的功能选择,这就需要我们基于FANUC 公司的 FOCAS 进行 Ethernet 功能的二次开发,实现 FANUC 数控系统的以太网监控、屏幕显示以及远程诊断等功能,还可以通过连接 Internet 网络,远程操作p诊断收集正确的信息,实现远程控制。
本文引用地址:http://www.amcfsurvey.com/article/201609/303981.htm1 内嵌以太网口的连接
1.1 设定电脑端 IP 地址
在 CNC 上使用内嵌以太网口进行与电脑连接时,要使用 TCP/IP 通讯协议。首先设定连接电脑端的 IP地址,按照以下步骤进行设定: 选取本地连接属性后进入 Internet 协议( TCP/IP) 属性设置,设定 IP 地址为192. 168. 1. 2 ( 注意电脑端 IP 地址一定要设定与 CNC端 IP 地址同组,但最后一位数字不能设定与 CNC 端IP 地址相同的数字) ,子网掩码设定为 255. 255. 255.0,按“确定”后电脑端设定完毕。
1.2 以太网功能在 CNC 侧的设定
使用 CNC 内嵌以太网口进行以太网连接时,在CNC 端只需设定 CNC 的 IP 地址、TCP 和 UDP 端口等信息即可。具体操作方法如下:按【系统】键,再按扩展键若干次,按【内藏口】软键进入以太网参数设定画面,如图 1。进入以太网设定画面后,可使用推荐值 192. 168. 1. 1 设定 CNC 的 IP地址( 注意此 IP 地址必须是局域网中唯一的,否则会出现 IP 地址冲突而引起 CNC 与电脑的网络传输故障) ,或根据实际情况进行与电脑端同组的 IP 地址设定。再按【操作】软键,出现图 2 所示按键画面。按【内嵌/PCMCIA】软键,选择内置板( 内嵌网口) ,再 按 【再 起 动】、【执 行 】软 键。 按 软 键【FOCAS2],进入端口设定画面,如图 3。设定 TCP 和 UDP 端口,以及时间间隔,设定 TCP端口为 8193、UDP 端口为 8192 ( 注意端口设定值8193、8192 为标准设定值,一般不允许修改,否则可能出现非法数据包通讯等问题) ,时间间隔根据实际需要设定,一般来说设定 10 s 即可。完成了以上设定后,系统侧的设定就完成了。通过网线与电脑连接,即可实现连网通讯。
2 FOCAS 应用程序接口
FOCAS 是 FANUC Open CNC API Specifications 的缩写,目前通用的是第 2 版,第 1 版适用于早期的系统,对于 0i 系统来说两个版本没有什么太大的区别,FANUC 以太网相关的软件功能,都是在这个平台上完成的。作为用户,如果没有选择系统的快速以太网板或数据服务器板功能,可以使用 Microsoft Visual Basic或者 Visual C + + ,配合 FANUC 提供的 FOCAS 进行自主编程,通过以太网连接,实现对 FANUC 数控系统的远程监控、状态信息采集以及数据传送等功能。自主编程还能适应过去老机型的 CNC 系统,软件也能体现出个性化和独立性。
FOCAS 内置的函数具有 CNC / PMC 数据窗口功能,可以通过以太网( TCP/IP) 接口在 PC 和 CNC 之间完成数据交换和信息共享。FOCAS 功能丰富,不仅能实时读取 CNC 文件数据,还能进行 PMC 相关数据的读写。下面结合应用 Visual Basic 语言编写的监控程序画面着重介绍它的几个常用功能。
(1) 绝对位置坐标显示应用 Visual Basic 语言,调用 cnc _ absolute 函数,正确设置函数参数及返回值,即可实现绝对位置坐标显示。图 4 所示即为 VB 程序通过调用 cnc_absolute 函数完成的坐标显示画面。此函数的功能是读取指定伺服轴绝对位置坐标,VB 编程链接库“Fwlib32. dll”,坐 标 数 值 存 储 在 参 数 数 据 结 构“ODBAXIS”的“data( 0) ”中,函数返回值 EW_OK 表示读取信息正常。需要注意的是 FOCAS 中的功能对应各自的接口函数( API) ,编程中要正确应用接口函数参数、返回值及动态链接库等,其动态链接库 VB 和VC 编程环境下是不同的。
(2) NC 控制的伺服轴、主轴相关数据的读写,包括绝对坐标、相对坐标、机床坐标、剩余移动量以及实际进给速度等。图 5 所示为电脑端读取的机床坐标信息画面。
(3) 加工程序相关的操作,包括 NC 程序的上传/下载、程序校验、查找及删除,读取 CNC 程序目录以及通过电脑实现 DNC 加工。图 6 所示为上传到电脑的加工程序画面。
(4) 读写其他数据,包括报警信息、操作提示信息、连续工作状态数据、诊断数据以及 PMC 的相关地址等数据等。图 7 所示为电脑端读取的机床报警信息画面。
3 结语
无论是使用电脑进行程序传输还是远程控制或者其他基于以太网的功能,CNC 硬件、CNC 功能、电脑上的软件这些条件缺一不可。对于不能直接使用FANUC 公司提供的以太网软件的机床厂家或其他用户,可以使用 FOCAS 来编写基于以太网软件,实现FANUC 数控系统的以太网应用,可实时监视、控制生产现场的情况,有助于缩短工厂生产的准备时间和提高产品质量,这样的软件更加体现专业化和个性化。





评论